
Issue:
A steel mill called on us to make the post-combustion chamber of their 160-tonne direct current furnace more reliable and to reduce the cost of using it. The production losses due to the high frequency of maintenance shutdowns were too high a cost. Their problems were:
A steel mill called on us to make the post-combustion chamber of their 160-tonne direct current furnace more reliable and to reduce the cost of using it. The production losses due to the high frequency of maintenance shutdowns were too high a cost. Their problems were:
- Corrosion in the lower part by condensation of corrosive elements on the surface of the pipes during transient phases.
- High local thermal loads (around 400kW/m2)
- Normal general wear and tear by erosion
- High maintenance costs: limited lifetime of the part + long intervention time for panel changes
- Water flow distribution not adapted to the thermal loads of the room
Suggested solutions:
- Diagnosis of the existing system: Delta Water measurement campaign and water pressures in order to map thermal loads and water supply conditions.
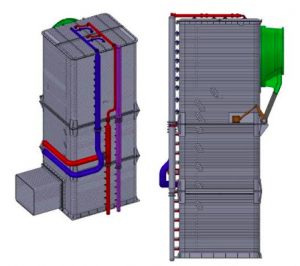
- Adapted design: thermal and hydraulic studies (SolidWorks software), increase in volume (+40%), new post-combustion chamber made up of 3 superimposable monobloc elements allowing easy assembly/disassembly. All circuits equipped with PT100 probes with connection box.
- Complete supply of the post-combustion chamber with access gangways: adjusted manufacturing, passage to the test bench in our facilities.
- Follow-up after commissioning: use of temperature recordings and test bench passage to check the reliability of the equipment.
Noted improvements:
- Simplification of assembly operations
- Much easier to carry out maintenance operations
- Very sharp reduction in power trips on the furnace; previously due to alarms on water temperatures at the outlet of circuits
- Better consideration of thermal loads
- Significant reduction in downtime
The main characteristics are:
- Parallelepiped shape with a hopper
- Swivel sleeve
- Two “pre-quench” water injection canes on the upper part of the machine
- Afterburner volume of 144m3
- Dimensions: depth 2768mm x width 4530mm x height 11462mm (excluding hopper)
THIS NEWS MAY ALSO INTEREST YOU:
04.09.2023
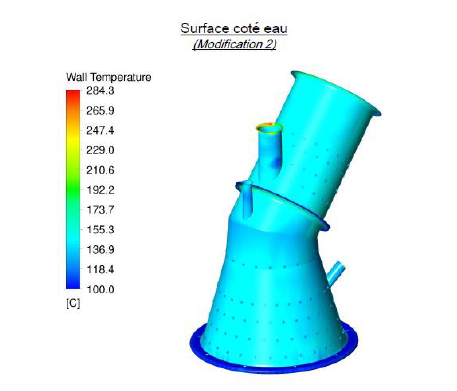
SCCM ALP carries out thermofluidic and thermomechanical numerical simulation to validate the behaviour of critical parts in cooled elements.
Read more